昌都专业制造水泥打桩管重量计算公式
昌都水泥打桩管简介公司专业生产、经营螺旋钢管、双面埋弧焊螺旋钢管、双面螺旋缝埋弧焊钢管、直缝钢管、热轧钢管、疏浚钢管、输泥钢管、热扩无缝管、无缝冷拔管、无缝化钢管、热轧钢管,保温钢管、防腐钢管等业务。企业占地面积660000平方米,注册资本10000万元,总资产近亿元。现有职工约600人,其中高级工程师28人,中级职称38人,技术人员32人。年产“元成”牌D219-D2232,壁厚6…
昌都水泥打桩管简介
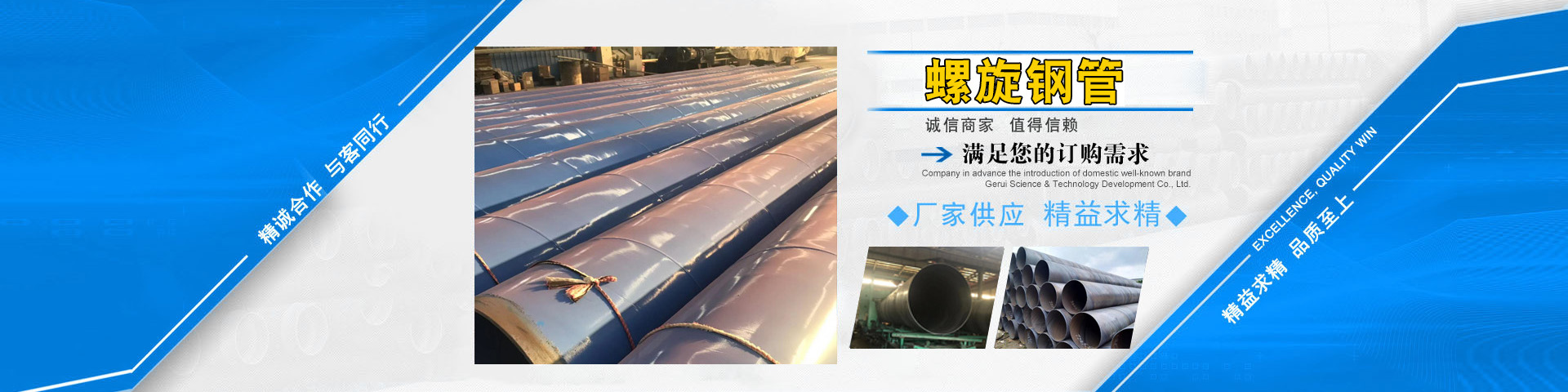
公司专业生产、经营螺旋钢管、双面埋弧焊螺旋钢管、双面螺旋缝埋弧焊钢管、直缝钢管、热轧钢管、疏浚钢管、输泥钢管、热扩无缝管、无缝冷拔管、无缝化钢管、热轧钢管,保温钢管、防腐钢管等业务。企业占地面积660000平方米,注册资本10000万元,总资产近亿元。现有职工约600人,其中高级工程师28人,中级职称38人,技术人员32人。年产“元成”牌D219-D2232,壁厚6-24.5mm双面埋弧焊螺旋钢管20万吨。 螺旋钢管厂现有三条螺旋埋弧焊管生产线,全部采用当今先进的生产设备及美国林肯自动埋弧焊机,并配备了在线数字超声波探伤仪、静水压试验机、X 射线实时成像、万能材料实验机、夏比材料冲击实验机等完备的质检仪器。公司产品经“中国石油工业专用管材质量监督检验中心”检验,全部达标。我公司全部采用SY/T5037-2000、GB/T9711.1-1997标准和APISpec5L标准生产φ219-φ2032、Q235、Q345、10#钢、20#钢、16Mn、L245、L290、L360、X42-X70钢级,不同壁厚的“元成”牌螺旋埋弧焊钢管。产品广泛用于天然气、石油、化工、电力、热力、给排水、蒸汽供热、水电站用压力钢管、火力发电、水源等长距离输送管线及打桩、桥梁、钢结构等工程领域。
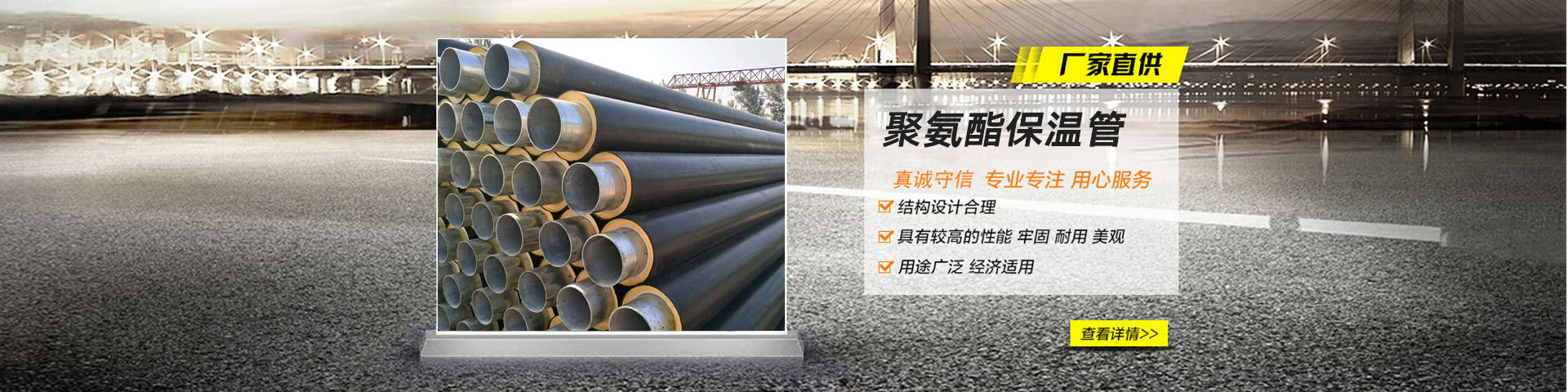
生产经营螺旋钢管(螺旋钢管又称:SSAW螺旋缝焊接钢管、螺旋焊管、元成钢管、元成螺旋钢管、沧州螺旋钢管、河北螺旋钢管、河北钢管、沧州市螺旋钢管、螺旋管、螺旋缠绕钢管)、无缝钢管(无缝管)、直缝钢管(直缝焊管)、热轧钢管、热扩钢管、焊接钢管、镀锌钢管、镀锌管、压力钢管、防腐钢管、保温钢管(石油天然气2PE/3PE聚乙烯防腐层、FBE溶解环氧粉末钢管防腐、环氧煤沥青仿佛涂料、钢管水泥沙浆衬里防腐、黑黄夹克保温钢管、法兰、弯头、大弯、三通、大小头等管件。 我公司可承担钢质管道的单层和双层熔结环氧粉末(FBE)、双层聚乙烯(2PE)和三层聚乙烯(3PE)、双层聚丙烯(2PP)、和三层聚丙烯(3PP)、环氧煤沥青防腐涂料等管道外防腐工程和IPN8710高分子防腐涂料防腐,水泥砂浆管道内壁防腐等管道内涂层多种防腐结构的管道防腐工程。执行DIN30670、DIN30671、SY/T4013-2002、SY/T0315-97标准。
公司以质量立足,全面推行质量管理。2001年通过了ISO9002质量管理体系认证,并于2003年5月顺利通过了ISO9001-2000版质量管理体系认证。本公司还从锦西石油钢管厂及宝鸡石油钢管厂特聘业内知名工程师五名,以确保产品的质量。
以质量取信客户,以科技满足市场,产品即是人品,诚信就是生命。顾客的满意是我们永远的追求。公司承诺:同等钢管质量、钢管价格低。

昌都水泥打桩管知识
螺旋钢管标准分类 承压流体输送,用螺旋缝埋弧焊钢管SY5036-2000,主要用于输送石油、天然气的管线;
承压流体输送用螺旋缝高频焊钢管SY5038-2000,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;
一般低压流体输送,用螺旋缝埋弧焊钢管SY5037-2000,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
螺旋钢管的常用标准一般分为:SY/T5037-2008(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-2008(国标、也叫石油天然气工业输送钢管交货技术条件第一部分:A级钢管(要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-2008(桩用螺旋焊缝钢管)。
SY/T5037-2008是石油部设标准一般都称做部标。
GB/T9711.1-2008国家螺旋管,石油天然气工业输送钢管,A级
一般低压流体输送用螺旋缝高频焊钢管(SY5039-2000)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。
桩用螺旋焊缝钢管(SY5040-2000)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管
昌都水泥打桩管新闻
螺旋钢管焊缝产生气孔的因素有哪些呢?客户朋友们你们知道吗?下面就由螺旋钢管厂家的技术人员为大家讲解一下,希望能对您有所帮助。
螺旋钢管焊缝产生气孔的因素有:焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及覆盖厚度,钢板的表面质量以及钢板边板处理,焊接工艺及螺旋钢管成型工艺等。
螺旋钢管相关防治措施为:
1焊剂成分。焊接含有适量的CaF2和SiO2时,会反应吸收大量的H2,生成稳定性很高且不溶于液态金属的HF,从而可以防止氢气孔的形成。
螺旋钢管
2焊剂的堆积厚度一般为25-45mm,焊剂颗粒度大、密度小时堆积厚度取大值,反之取小值;大电流、低焊速堆积厚度取大值,反之取小值,此外,夏天或空气湿度大时,回收的焊剂应烘干后再使用。
3钢板表面处理。为避免开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面清扫装置。
4钢板板边处理。钢板板边应设置铁锈和毛刺清除装置,以减少产生气孔的可能。清除装置的位置好安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边。
|